The pharmaceutical industry, which is known for its complex operations and regulatory requirements, is increasingly adopting advanced technologies like computer vision. This branch of artificial intelligence (AI) enables machines to interpret and make decisions based on visual inputs. Computer vision plays a crucial role in automating tasks, improving efficiency, ensuring compliance, and enhancing product quality.
Below are some of the most popular and impactful use cases of computer vision in the pharmaceutical industry:
1. Automated Quality Control and Inspection

In the pharmaceutical industry, maintaining the highest standards of product quality is vital for patient safety. Computer vision in the pharmaceutical industry plays a crucial role in automating quality control processes and ensuring compliance with stringent regulatory requirements.
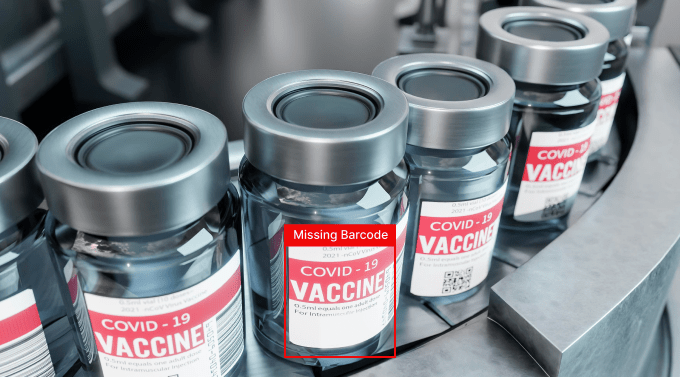
- Packaging Inspection: Automated vision systems powered by computer vision are used to detect defects or discrepancies in packaging. These systems ensure that labels, barcodes, and packaging are correctly placed, readable, and free from damage. By employing computer vision, pharmaceutical companies can automatically identify issues such as incorrect labels, missing or double labels, and packaging damage that might have been missed by human inspectors.
- Tablet or Pill Inspection: Computer vision is used to examine tablets or pills on production lines for defects like discoloration, cracks, or incorrect shapes and sizes. These systems utilize advanced image recognition algorithms to ensure that every unit is of the highest quality before it reaches the consumer. By using computer vision in the pharmaceutical industry, manufacturers can improve precision, reduce human error, and ensure that only high-quality products make it to market.
Incorporating computer vision into the quality control process not only increases efficiency but also helps pharmaceutical companies maintain rigorous standards of quality assurance across production lines.
2. Track and Trace Systems
One of the critical challenges in the pharmaceutical industry is ensuring the integrity of the supply chain. Counterfeit drugs and product diversion are significant concerns, and computer vision provides a solution to these problems.
- Serializing Products: Computer vision systems can read and verify serial numbers, barcodes, and QR codes on packaging to track products from the production line to the consumer. This serialization ensures that every product can be traced at each stage of its journey, helping to prevent counterfeit drugs from entering the market.
- Real-Time Monitoring: Computer vision can also be integrated with blockchain technology to provide real-time, transparent tracking of drugs, helping to combat fraud, theft, and counterfeit distribution.
3. Drug Discovery and Development
The pharmaceutical industry’s drug discovery and development processes are both time-consuming and costly. Computer vision can significantly streamline these stages by automating tedious manual tasks and providing more accurate data.
- Microscopic Imaging: In drug discovery, microscopic images of cells or tissues are often examined to study the effects of potential drugs. Computer vision algorithms can analyze these images to identify patterns or anomalies, helping researchers quickly determine the efficacy of a drug or treatment.
- Cell Counting and Monitoring: Vision systems can be used to count cells or monitor their behavior in response to various drugs. This helps researchers speed up the process of screening potential drug candidates and developing therapies.
4. Robotics and Automated Production
In pharmaceutical manufacturing, robots play a crucial role in ensuring precise handling of products and materials. Computer vision is integrated into robotic systems to enhance their capabilities, enabling them to perform tasks that were previously impossible or too risky for humans.
- Assembly Line Automation: Computer vision-equipped robots are capable of identifying and sorting different pill shapes, sizes, and colors during the production process. These systems also perform packaging tasks such as placing blister packs into cartons or stacking products for shipping.
- Material Handling: In warehouses and distribution centers, computer vision helps robots navigate the environment, identify products, and place them accurately in storage areas. This reduces human labor, increases speed, and minimizes the risk of errors.
5. Personalized Medicine
Personalized medicine, which tailors treatments based on an individual’s genetic makeup or other specific factors, is one of the most promising advancements in healthcare. Computer vision plays a role in improving personalized medicine by analyzing visual data in combination with patient information.
- Patient Monitoring: Computer vision systems can be used to monitor patients for physical symptoms or side effects of medications. For example, vision systems can assess facial expressions or body movements to determine if a patient is experiencing pain, distress, or other side effects.
- Drug Response Prediction: By analyzing medical imaging or biological samples, computer vision can aid in predicting how a patient might respond to a particular drug, allowing for more effective and customized treatment plans.
6. Clinical Trial Monitoring
Clinical trials are a critical phase in the drug development process. Computer vision technology helps optimize the management, monitoring, and analysis of clinical trial data.
- Remote Monitoring: Computer vision systems can analyze medical imaging data from trial participants, enabling remote monitoring without the need for physical visits. This reduces the burden on participants and researchers, making clinical trials more efficient and accessible.
- Patient Adherence: Computer vision can be used to track patient adherence to trial protocols, including how consistently they take their medication, which is critical for accurate trial results. It can also monitor patients’ reactions to medications, ensuring that side effects or adverse reactions are captured promptly.
7. Regulatory Compliance and Documentation
The pharmaceutical industry is heavily regulated, and companies must comply with strict guidelines related to product quality, safety, and labeling. Computer vision can streamline processes to ensure compliance with regulatory standards.
- Label and Documentation Verification: Computer vision can read and verify labels on pharmaceutical products to ensure that all necessary regulatory information is included. It also helps verify that the correct batch number, expiration date, and other important details are printed accurately on the packaging.
- Regulatory Audits: During audits, computer vision systems can quickly retrieve relevant visual documentation, such as packaging images or inspection records, reducing the time spent on manual searches and helping companies stay compliant.
8. Production Line Safety
Safety is paramount in pharmaceutical manufacturing, and computer vision can help ensure that safety protocols are followed. Vision systems monitor workers and equipment on production lines to detect potential hazards or safety breaches.
- Personal Protective Equipment (PPE) Compliance: Computer vision can automatically check whether employees are wearing the necessary PPE, such as gloves, masks, or safety goggles. This helps reduce workplace accidents and ensures that employees are following safety guidelines.
- Hazard Detection: Computer vision can also detect hazardous materials, spills, or broken machinery on the production floor. By alerting workers to potential hazards in real time, it can help prevent accidents and maintain a safe working environment.
9. Market Research and Consumer Insights
The pharmaceutical industry is increasingly focusing on consumer behavior and market trends to optimize product offerings and marketing strategies. Computer vision is being used to gain valuable insights from consumer interactions with products.
- Consumer Interaction Monitoring: By analyzing how consumers interact with pharmaceutical products on store shelves, computer vision can provide insights into buying patterns, product preferences, and packaging effectiveness. This data helps pharmaceutical companies refine their marketing strategies and improve product placement.
- Visual Search and Recommendation: Computer vision-powered visual search tools allow consumers to scan product packaging for more information, improving their purchasing decisions. Pharmaceutical companies can use this data to personalize marketing efforts based on consumer preferences.
Final Thought
In traditional times, pharmaceutical factories used to be based on manual and semi-automatic quality inspection processes involving operators, training and experience. Several loopholes involved in manual operations can cause issues in subjectivity, consistency and restricted accuracy. In recent years, with the development of computer vision technology, digital video and image processing has never been easier before. Deep learning has begun achieving human-level performance for different tasks. At Nextbrain, we enable pharmaceutical companies to build and operate AI Video analytics software applications on different next-gen software infrastructure. The high-end platform offers an integrated set of tools for unveiling the full application lifecycle. Right from image annotation and training of specific object detection models to securing deployment and privacy-preserving deep learning at the edge, vision AI models administer machine learning teams with full-scale control. Leveraging advanced visual programming with automated development features can bridge the gap between a business and its processes.
