Every year, thousands of FMCG products are recalled due to packaging seal failures. These seal defects are not only detrimental to product quality but also pose a serious threat to consumer safety. The integrity of seals is critical across multiple industries, including packaging, pharmaceuticals, and food. Seal failures can reduce shelf life, damage brand reputation, and increase the risk of contamination.
Despite the presence of manual inspection processes prior to distribution, even a minor oversight can lead to serious issues such as tampering, spoilage, and costly product recalls. For FMCG businesses, a single contaminated batch can trigger widespread consumer alerts and heavy financial losses.
Traditional manual inspection methods are labor-intensive and prone to errors. They lack consistency, are difficult to scale, and incur high operational costs. To overcome these challenges, Computer vision AI for FMCG packaging is being embraced by manufacturers to automate the seal inspection process. This advanced technology enables accurate, real-time detection of defects, helping businesses enhance quality control and prevent packaging failures.
In this blog post, we’ll explore how Vision AI supports FMCG packaging by reducing defects and minimizing the risk of product recalls through automated seal inspection.
Why Is It Important to Inspect Seals and Closures?
Product seals are essential in protecting goods from contamination, spoilage, and external damage. In industries like food, beverage, and pharmaceuticals, any compromise in packaging integrity can lead to serious consequences, including safety risks for consumers.
Traditional inspection methods rely heavily on human judgment, which can result in missed defects due to fatigue or inconsistency. By implementing computer vision in food manufacturing, companies are moving towards more reliable and scalable inspection systems. The growing demand for seal inspection using Vision AI reflects this shift. According to recent research, this market is expected to hit USD $259 million by 2025, underlining its increasing importance in FMCG packaging.
How Seal Inspection With Vision AI Is Improving Inspection Accuracy
1. Machine Learning for Continuous Improvement
AI models used in seal inspection continuously learn from historical data. They improve over time, identifying subtle packaging defects that may be invisible to human inspectors. For businesses in the Fast-Moving Consumer Goods (FMCG) sector, this means fewer product failures and higher inspection accuracy. Machine learning enables these systems to evolve and enhance performance with each production cycle.
2. Integration of Deep Learning
Deep learning is a crucial aspect of Vision AI. Using Convolutional Neural Networks (CNNs), the system can process seal images in real time, detect anomalies, and classify defects. These models are trained on thousands of seal images, allowing them to recognize complex patterns. This drastically reduces false positives and ensures a more reliable and efficient inspection process.
3. Advanced Techniques for Seal/Closure Inspection
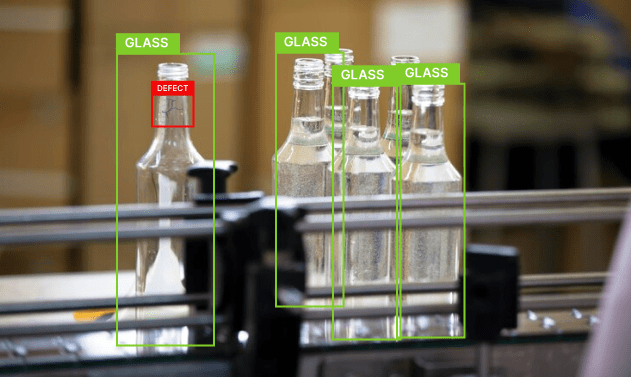
Modern AI Video Analytics software utilizes high-resolution imaging and pattern recognition to detect even the slightest variation in seal integrity. This ensures that defects, no matter how rare or small, are flagged instantly. Such precision offers a higher level of quality control across the entire production line.
4. Data-Driven Insights
Beyond inspection, Vision AI gathers and analyzes data to uncover recurring issues in packaging processes. It can detect trends like missing seals, uneven sealing, and misalignments. Manufacturers can use this data to refine processes, boost production efficiency, and reduce waste. This kind of data-driven approach also allows businesses to focus human labor on more value-added tasks.
A great example can be seen in the pizza packaging industry, where AI-equipped inspection systems have significantly improved detection accuracy and reduced dependency on manual inspection.
What Are the Computer Vision Benefits of Packaging Seal Inspection?
Better Product Quality
Automation through computer vision ensures that only products with flawless seals reach the end consumer. This leads to higher product reliability, reduced complaints, and enhanced consumer trust.
Cost Savings
Detecting seal defects early with computer vision can prevent costly recalls and protect the brand’s reputation. This proactive approach also reduces waste and rework expenses.
Improved Efficiency
Replacing manual inspection with Vision AI saves both time and labor. It allows for faster processing, reduces overheads, and improves production line throughput without compromising quality.
Improved Data-Driven Decision Making
Computer vision systems deliver real-time inspection data, enabling manufacturers to take corrective actions quickly. This results in better decision-making, increased productivity, and a significant reduction in defective goods reaching consumers.
How Can Computer Vision Assist Packaging Inspection of Seals/Closures?
Radical Leak Testing System
Vision AI delivers highly precise leak testing systems that can identify even the tiniest leaks in seals through advanced algorithms and image processing. These inspections are far more reliable than human checks, especially when it comes to catching hard-to-spot defects.
Machine Vision
Machine vision powered by AI can analyze thousands of seal images, detect inconsistencies, and classify issues such as folds, gaps, or deformations. It guarantees consistent inspection and significantly boosts quality control.
Real-Time Analysis
Vision AI allows for real-time analysis of seals and closures. If a problem is detected, the system can flag it immediately for corrective action, minimizing downtime and keeping defective goods from reaching store shelves.
Automated Inspection
The automated inspection enabled by AI video analytics software reduces reliance on human inspectors and improves the speed and accuracy of detection. This continuous monitoring enables manufacturers to act instantly when a defect is found.
Reducing Production Line Footprint
Computer vision AI systems are space-efficient and easy to integrate into existing production lines. This helps manufacturers optimize factory floor space, improving overall resource efficiency.
Protection of Brand Integrity
By ensuring seal integrity and preventing contamination, Vision AI inspection safeguards product quality and maintains brand reputation. This fosters customer trust and builds long-term loyalty.
Final Thoughts
In today’s fast-paced manufacturing environment, businesses are increasingly turning to computer vision AI for reliable and automated seal inspection. With real-time monitoring, automated defect detection, and intelligent data analytics, manufacturers can ensure high product quality, reduce recalls, and improve operational efficiency.
By leveraging advanced machine learning and AI video analytics software, companies can confidently meet stringent safety and quality standards while empowering their workforce to focus on high-value tasks.
As a leading AI video analytics software development company, Nextbrain offers in-depth insights and custom solutions for automating seal inspection in the manufacturing industry. Interested in transforming your packaging process? Connect with our professionals to learn how AI video analysis can help your business thrive.