The retail industry has undergone a significant transformation with the adoption of advanced technologies like computer vision. Retail shelf monitoring, a critical aspect of retail management, ensures that shelves are well-stocked, organized, and appealing to customers. Traditional methods often rely on manual processes that are time-consuming and prone to human error. Computer vision, powered by AI, is revolutionizing retail shelf monitoring by providing real-time, accurate insights into shelf conditions.
Challenges in Traditional Retail Shelf Monitoring
- Manual Errors: Dependence on human intervention often leads to missed discrepancies in stock levels or improper arrangement of products.
- Time-Consuming: Regular manual checks are labor-intensive and reduce the efficiency of retail operations.
- Inconsistent Data Collection: Variability in data collection affects decision-making, leading to suboptimal inventory management.
- Customer Dissatisfaction: Empty shelves or misplaced products can negatively impact customer experience and sales.
Role of Computer Vision in Retail Shelf Monitoring
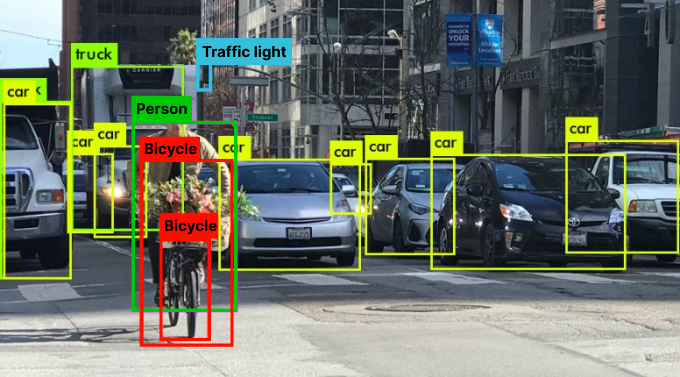
Computer vision leverages AI to analyze video and image data, offering several benefits for retail shelf management. The use of computer vision for retail shelf monitoring has revolutionized traditional practices by enabling:
- Real-Time Stock Monitoring
- Cameras equipped with computer vision algorithms scan shelves continuously to detect low stock levels or empty spots.
- Automated alerts ensure timely restocking, reducing the chances of lost sales due to unavailable products.
- Product Placement and Planogram Compliance
- Ensures products are arranged according to the planogram—a predefined layout for shelf organization.
- Identifies misplaced items and provides actionable insights for correction.
- Detecting Expired or Damaged Products
- Scans product labels and packaging to identify expired or damaged goods, ensuring compliance with quality standards.
- Improves brand image by maintaining product quality on shelves.
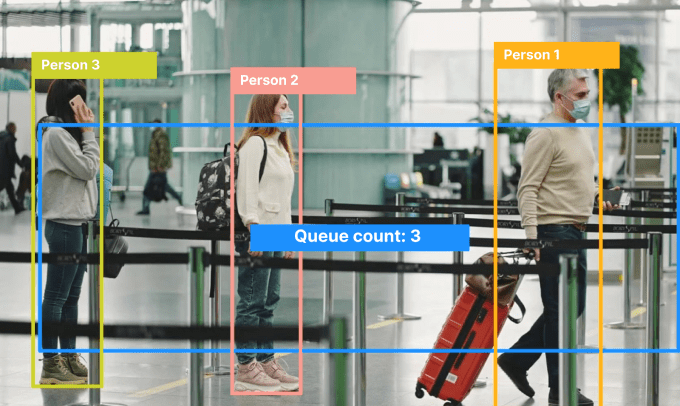
- Customer Behavior Insights
- Tracks customer interactions with shelves to understand purchasing patterns and preferences.
- Helps in designing better promotional strategies and shelf layouts to maximize sales.
How Computer Vision Enhances Retail Operations
- Automation: Automates repetitive tasks like stock checking and planogram compliance, freeing employees for higher-value tasks.
- Efficiency: Speeds up operations, ensuring faster responses to inventory issues.
- Accuracy: Reduces human errors and ensures consistent data collection for informed decision-making.
- Scalability: Easily deployable across multiple stores, making it an ideal solution for large retail chains.
Key Applications of Computer Vision in Retail Shelf Monitoring
- Inventory Optimization
- Tracks stock levels and predicts replenishment needs using historical and real-time data.
- Reduces overstocking and understocking, saving costs and enhancing customer satisfaction.
- Shrinkage Prevention
- Identifies theft or misplaced products through advanced surveillance.
- Minimizes inventory shrinkage and associated financial losses.
- Dynamic Pricing
- Analyzes shelf conditions and market trends to enable dynamic pricing strategies.
- Enhances profitability by optimizing pricing based on demand and competition.
- Promotional Effectiveness
- Monitors the impact of promotional displays on customer engagement and sales.
- Provides data-driven recommendations for future marketing campaigns.
Case Studies: Successful Implementation of Computer Vision
- Retail Giant X
- Reduced out-of-stock scenarios by 30% using computer vision-enabled cameras.
- Improved planogram compliance by 25%, leading to higher customer satisfaction.
- Supermarket Chain Y
- Automated inventory management across 500+ stores with AI-powered shelf monitoring.
- Achieved a 20% reduction in labor costs while enhancing operational efficiency.
Benefits of Using Computer Vision in Retail Shelf Monitoring
- Enhanced Customer Experience: Ensures well-stocked and organized shelves, improving shopping experiences.
- Cost Savings: Automates processes, reducing labor costs and minimizing losses due to errors or shrinkage.
- Data-Driven Decisions: Provides actionable insights to optimize inventory, pricing, and promotions.
- Competitive Advantage: Adopting advanced technologies positions retailers as industry leaders, attracting tech-savvy customers.
Future of Retail Shelf Monitoring with Computer Vision
The integration of computer vision with other technologies like IoT, machine learning, and big data analytics will further enhance its capabilities. Retailers can expect:
- Personalized Customer Experiences: Leveraging data from shelf interactions to create tailored shopping experiences.
- Predictive Analytics: Using historical data to anticipate inventory needs and customer preferences.
- Seamless Omnichannel Integration: Aligning physical and online inventory for a unified shopping experience.
Creating an effortless shopping experience with AI
Conventional retail businesses continue to face customer acquisition difficulties. Ensuring an effective shopping experience is important in keeping customers coming back to the retail store. The future of retail shelf monitoring is quite exciting and for retailers, it has become important in improving customer experiences, optimizing inventory management processes and finally amplifying overall sales. Are you on the lookout for uninterrupted stockouts and product unavailability? Nextbrain’s AI Video analytics software is specially designed to cater to the definite requirements of retail industries and others. Our system is designed to enable retailers to streamline operations, reduce costs, and deliver unique customer experiences.